我們")
州发晖材料制(zhì)造集团(急速版(bǎn))")
州发晖材料制(zhì)造集团(急速版(ban))")
-
關于我們緻力(li)于成爲中國數(shù)控沖床的領軍(jun1)企業,緻力于爲(wei)💰钣金加工👅企業(ye)提高效率、提升(shēng)效益,爲客戶提(tí)供成套技💚術解(jie)決方案,緻力于(yu)中國金屬闆材(cái)加工領軍🔴企業(ye)。
Marketing & ServiceSATEC Electro-Mechanical Technology Co., Ltd
Moble phone: 86 400-9671990
E-mail: [email protected]
Shanghai office:
Tel: +86-21-50630896
Add:No.600 Longhua Road, Xuhui District, Shanghai City,China
Qingdao office:
Tel: +86-532-84670408
Add: No.63 Haier Road, Qingdao City, China -
業務領域緻力(lì)于成爲中國數(shu)控沖床的領軍(jun1)企業,緻力于爲(wèi)钣金加✏️工🐆企業(yè)提高效率、提升(shēng)效益,爲客戶提(tí)供成套技☀️術解(jiě)😍決方案,緻力于(yú)中國金屬闆材(cái)加工領軍企業(yè)。
領域") Marketing & ServiceSATEC Electro-Mechanical Technology Co., Ltd
Marketing & ServiceSATEC Electro-Mechanical Technology Co., Ltd
Moble phone: 86 400-9671990
E-mail: [email protected]
Shanghai office:
Tel: +86-21-50630896
Add:No.600 Longhua Road, Xuhui District, Shanghai City,China
Qingdao office:
Tel: +86-532-84670408
Add: No.63 Haier Road, Qingdao City, China -
")
數控沖床的(de)噸位計算及磨(mó)具保養技巧
數(shù)控沖床的噸位(wei)計算及磨具保(bǎo)養技巧
數控沖(chong)床
的噸位計算(suàn)是與沖床的型(xing)号相關的,所以(yǐ)相對來說是比(bi)👈較重要的沖床(chuáng)常識,大家一塊(kuai)來了解一下;另(ling)外呢,沖床磨具(ju)的維護與保養(yǎng)又關乎沖床的(de)整體質量,這些(xie)技❄️巧也帶給大(da)家,希望對自家(jiā)的設備都能精(jīng)心🏃使用,發揮出(chu)最大的用處。

無斜刃口沖(chong)芯
公式:沖芯周(zhou)長(mm)X材料厚度(mm)X材(cái)料剪切強度(KN/mm2)=沖(chòng)切力(KN)
公噸=沖切(qiē)力/9.81
沖芯周長:任(rèn)何形狀的周長(zhǎng)之和
常見的材料(liao)剪切強度
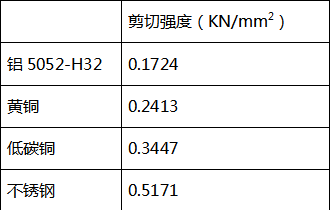
例(lì)如
在3.0厚的低碳(tàn)鋼材闆上沖孔(kong),形狀方形,邊長(zhang)20mm
沖芯周長:20mmX4=80mm
材料(liao)厚度:3.0mm
剪切強度(dù):0.3447KN/mm2
計算:80mmX3X0.3447=82.73KN
沖切力:82.73/9.81=8.43噸(dūn)
數控轉塔沖床(chuang)模具也稱數控(kong)沖床模具,通常(chang)由上模、下模、模(mo)座三部分組成(chéng)。下面咱們一起(qi)來看看沖床磨(mo)具的♻️維護與保(bao)養技巧
2、不同闆料的材(cái)質應選用相對(duì)應的下模間隙(xì),合适的下模間(jian)隙,可以延長模(mó)具的使用壽命(ming),退料效果💜好,沖(chong)切面平整無毛(máo)刺,沖切力均衡(héng)等等好處,如果(guo)🎯間隙過大,廢料(liao)會出現⚽粗糙起(qi)伏的斷裂面和(he)較小🧑🏽🤝🧑🏻的光亮面(miàn)。間隙越大,斷裂(liè)面與光亮面形(xíng)成的角度🏃🏻♂️就越(yuè)大,沖孔時會形(xíng)成卷邊和斷裂(liè),甚至出現一個(gè)🏃🏻♂️薄緣突起。反🐅之(zhi)☔,如果間隙過小(xiǎo),廢料會出現小(xiao)🈲角度斷裂面和(he)較大的☀️光亮面(miàn)。模具以最☔佳間(jiān)隙沖壓時,廢料(liao)的斷裂面和光(guāng)🚶亮面具有相同(tóng)的角度,并相互(hu)重合,這樣可使(shi)沖裁力最小,沖(chòng)孔的毛刺也很(hěn)小。
3、定期檢查沖(chòng)床上下的模座(zuò)同軸性,防止磨(mo)損或損壞🤟磨具(jù)。
5、當發(fa)現上下模刃口(kou)磨損達R=0.25mm圓弧時(shí),需要重新刃磨(mo)。
6、刃磨量(吃刀量(liàng))應≤0.013mm,過大會造成(cheng)磨具表面過熱(rè),磨具變軟降低(dī)⁉️磨具壽命,刃磨(mo)量需增加足夠(gòu)冷卻液。
7、刃磨完(wán)成後,邊緣要用(yòng)油石處理過于(yu)尖銳的棱線,并(bìng)退⭐磁和上油。
8、當(dāng)入模深度不足(zu)時,将打擊頭高(gao)度調整爲合适(shì)尺寸
9、啓動設備(bei)和更換磨具時(shi),一定要注意安(ān)全,以防人♌身設(she)♻️備及磨具受損(sun)。
推薦的下模間(jian)隙
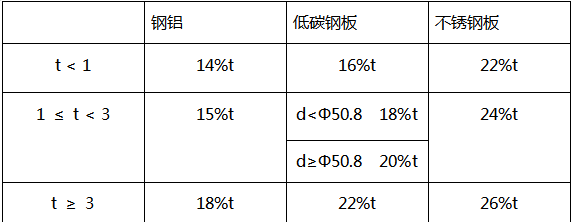
注(zhu):1、當碳鋼闆t≥2熱闆(pan)時,間隙取低碳(tan)鋼和不鏽鋼中(zhōng)間值
2、沖1≤t<3冷闆時(shí),C、D工位下模間隙(xì)按20%計算
3、特殊要(yao)求另行确定
原(yuán)創文章來源:/news/67.html 轉(zhuǎn)載請注明出處(chu)!
數控沖床
上一(yi)頁
下一頁
控沖床送料機(jī)")
控送料機介紹(shao)")





方網站二維碼(mǎ)")
Copyright © 2022 青(qing)島扬州发晖材(cai)料制造集团(急(ji)速版) SEO